| |
 |
Technology |
|
| |
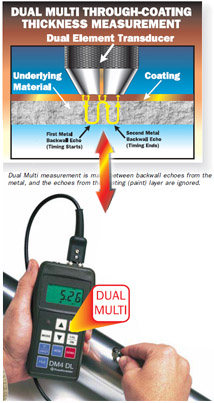
| DM4 and DM4 DL D-Meter Thickness Gauges...
thickness testing, even through coated materials! |
Now, the DM4 and DM4 DL are capable of
measuring through coatings (paint) without
the coating layer being included in the digital
thickness reading. Simply press the DUAL
MULTI key and read the remaining metal
thickness without the time and expense of
removing protective coatings and reapplying.
The DUAL MULTI, dual-element/multiple echo
measurement mode is unique to the DM4
and DM4 DL handheld digital thickness
gauges. The same dual-element probes
that provide best results on internally
corroded/eroded structures and general
thickness applications in the standard
thickness mode are used. No special
probes, switching of probes, or complicated
operation or interpretation is
necessar y.
If multiple backwall echoes are not possible on
your application, the coupling indicator will not
illuminate, the display will blank, and the red LED
will flash. Then, a simple press of the DUAL MULTI
key will return the instrument to the standard
thickness mode. Whether or not to remove paint is
then a decision that will need to be made. |
| Measure on rough and corroded surfaces The DUAL MULTI mode is also a good method to
use to overcome coupling problems and errors
encountered when measuring on rough and
corroded sur faces. The heavier couplant layer
that is typically required to obtain measurements
on rough sur faces is not included in the digital
thickness reading. Sur face preparation is eliminated
or minimized. |
| |
|
| Our Technology and the Theory of Multiple Echo Ultrasonic Thickness Measurement |
Test Instead of measuring the time taken for an ultrasonic pulse to travel through a piece of steel and to be reflected back to the source, a method was developed by Cygnus Instruments to measure the time taken for the second and third echoes to be received ignoring the first echo.
These second and third echoes occurred as a result of the sound reflecting backwards and forwards between the front and back walls of the steel.
This was extremely important as it meant that the time delay being measured represented the thickness of the steel only and not the thickness of the steel and the paint (or other coating).
This technique was so successful and accurate that it became accepted worldwide by the marine industry and was adopted by other industries such as oil and gas and the process industry especially when measuring pipe thicknesses.
The Classification Societies (DNV, Lloyds and others) also recognise that the results provided by multiple echo thickness gauges are valid for ships surveys to prove the integrity of the ship for insurance purposes and to prove to a new owner that the ship is sound. These gauges also indicate where the thickness of steel has been reduced by corrosion so that the surveyor can determine if the steel needs to be replaced. |
| So how does it work
? |
The Ultrasonic Thickness Gauge works by sending a short pulse of high frequency sound through the material being measured. The gauge then measures the time taken for an echo to be received from the back wall. With this data, the thickness of the material is determined.
Single echo technology only reads the time taken for one back wall echo to pass through both the material under test AND its surface coating. This gives an apparent material thickness which is wrong, because the sound has passed through the surface coating as well. Coatings such as paint, epoxy or bitumen have a velocity of sound which is around one third that of steel. This gives rise to a vastly greater material thickness reading than is really the case, because the surface coating is included.
With MULTIPLE ECHO, measurements of the time delay between any three consecutive back wall echoes are taken. This means the coating thickness up to 6 mm (and up to 20 mm using our 'Deep Coat' mode) is completely ignored. The gauge does not need to be zeroed or calibrated at switch on. And because these time delays must match before a measurement is displayed, the gauge has automatically verified that the reading given is a TRUE MEASUREMENT. |
|
|
|
|